�����s ��(l��i)Դ�������X����(d��ng)��
1 ǰ��
��������һ�N�C(j��)е�ӹ�����Ҫ���ˇ�ֶΣ� �ѽ�(j��ng)���ҹ�˾�����a(ch��n)��(d��ng)������һ���đ�(y��ng)�������S���҇�(gu��)��܇���I(y��)���w�ٰl(f��)չ���Ј�(ch��ng)��(j��ng)��(zh��ng)����څ�����������Ñ�(du��)��׃������Ҫ��������Hֻ���F(xi��n)�ڌ�(sh��)���|(zh��)�����森���،���Ʒ�N��Ҳ����µ������ҹ�˾����׃�������a(ch��n)�Č��I(y��)�Ǹ���I(y��)��������m��(y��ng)�Ј�(ch��ng)���@�N׃��������Ҳ��ȻҪ��׃�������|(zh��)����Ʒ�N�ɷ��涼��������������һЩ����Ĺ�ˇ���O(sh��)��،������ؑ�(y��ng)���ڹ�˾��׃�������a(ch��n)������������@�N��ˇҲ�����⣬�،��ڹ�˾�����a(ch��n)�еõ����V���đ�(y��ng)���������������һ�����ӹ�ˇ�ˆT���ڴ��б�Ҫ����(j��)��˾�����a(ch��n)Ʒ���ӽ��^�O(sh��)Ӌ(j��)������ڵ�һЩ������������Y(ji��)�Ϯa(ch��n)Ʒ��(sh��)���Ĺ�ˇ�ĽǶȾͮa(ch��n)Ʒ���ӽ��^�O(sh��)Ӌ(j��)Մ?w��)��Լ��Ĵ֜\���������c�O(sh��)Ӌ(j��)�ˆT��ȶ�������������δ��(l��i)�O(sh��)Ӌ(j��)�a(ch��n)Ʒ�Y(ji��)��(g��u)�r(sh��)��������ܼ�a(ch��n)Ʒ�ĺ��Ӽӹ���ˇ�����
2 ��(sh��)���e�������}����
���Ӽӹ�����һ�N���ˇ������������������(d��)�еļӹ����c(di��n)�����^(gu��)�̌�(sh��)��һ�N�ֲ���ұ���۟�����������������Ҫ�������պ��\(y��n)�úú����@һ���ˇ���ͱ�����պ��c�����P(gu��n)�ĸ��N֪�R(sh��)���磺ұ���������������W(xu��)֪�R(sh��)�����ٌW(xu��)����̎��֪�R(sh��)����������W(xu��)�Ͳ������W(xu��)֪�R(sh��)�����Ӳ�����������Ϻ����Լ��a(ch��n)Ʒ���ӽY(ji��)��(g��u)�ͽY(ji��)��(g��u)���a(ch��n)�ȷ����֪�R(sh��)������a(ch��n)Ʒ���ӽY(ji��)��(g��u)����ӑՓ�a(ch��n)Ʒ�ĽY(ji��)��(g��u)�O(sh��)Ӌ(j��)�ͺ��ӽ��^�O(sh��)Ӌ(j��)�Ć��}�������Y(ji��)��(g��u)���a(ch��n)�t����ӑՓ���ӽY(ji��)��(g��u)���a(ch��n)�^(gu��)���еĹ�ˇ���}�����Փ�͌�(sh��)�`�����V�҂��������ĺ��ӽ��^�O(sh��)Ӌ(j��)��������Ҫ�M��a(ch��n)Ʒ��ʹ�ù��ܺ͏�(qi��ng)��Ҫ����������߀Ҫ�߂����õĺ��Ӽӹ���ˇ�ԣ��Ա��C�ڌ�(sh��)�F(xi��n)ʹ�ù��ܵ��^(gu��)�����܉�ʹ������(du��)��(ji��n)�εĹ�ˇ���������ͮa(ch��n)Ʒ�Ĺ�ˇ����ɱ���ͬ�r(sh��)��������ӷ����N���������ˇ���c(di��n)���в�ͬ�������������M(j��n)�к��ӽ��^�O(sh��)Ӌ(j��)�r(sh��)���߀Ҫ���]�F(xi��n)���O(sh��)������a(ch��n)������ˇˮƽ���Ȳ�Ҫ���^(gu��)�ߟo(w��)�ö����y�ڌ�(sh��)�F(xi��n)��Ҫ������������Ӯa(ch��n)Ʒ�Ĺ�ˇ����ɱ���Ҳ������?y��n)�F(xi��n)���O(sh��)�������IJ�������ͮa(ch��n)Ʒ���O(sh��)Ӌ(j��)Ҫ�����Ҫ���������m��(d��ng)?sh��)Ĵ_���y����������I(y��)�Ĺ��̼��g(sh��)�ĘI(y��)�ˆT����҂���횱M�����顣����ͽY(ji��)�Ϲ�˾�F(xi��n)�к��Ӯa(ch��n)Ʒ��������e��Մһ���Լ���(du��)�a(ch��n)Ʒ���ӽ��^�O(sh��)Ӌ(j��)�Ĵ֜\�J(r��n)�R(sh��)�����
2��1 �Q�n���֧�����ɵĺ��ӽ��^�O(sh��)Ӌ(j��)
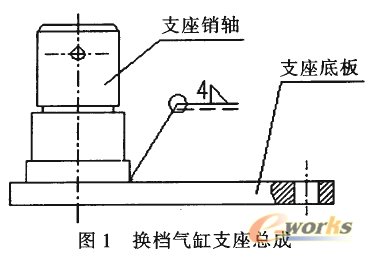
�Q�n���֧�����ɵĽY(ji��)��(g��u)��D1��ʾ������֧���N�S��֧���װ庸�Ӷ���������֧���N�Sԭ�D�ĺ��ӽ��^�O(sh��)Ӌ(j��)�����Y(ji��)��(g��u)��������ҹ�˾ֱ���F(xi��n)��Ҳ�]�����O(sh��)�����������(sh��)�H���a(ch��n)Ҳһֱ�Dz��õ��ֹ�늻�����ˇ����������֧���N�S�����a(ch��n)���D���ߴ��M(j��n)�������ô���ӕr(sh��)������Ҫ���T�ĺ��Ӷ�λ�A�ߣ����Һ��Ӷ��ɵĿ��ɱ�Ȼ�Dz����Ͽ��ɈD���ߴ�Ҫ��ďUƷ�����(d��ng)Ȼ����(sh��)����������������?y��n)����P(gu��n)��ˇ�ˆT���M(j��n)�������ˇ�O(sh��)Ӌ(j��)�r(sh��)���͌�(du��)���P(gu��n)��ˇ�ߴ����˱�Ҫ��̎�������
�mȻ�@�N̎�����C�˿�����K��ϸ�Ʒ���������䌍(sh��)�������(du��)�D����(l��i)�f(shu��)����������Dz��ϸ�Ʒ��������a(ch��n)Ʒ�D��������ˇ�͌�(sh��)�����Ҳ�o(w��)����(sh��)�F(xi��n)�y(t��ng)һ���������a(ch��n)Ʒ�O(sh��)Ӌ(j��)�ˆT����ZF�D���r(sh��)��������ڴ_��ԭ�п��ɽY(ji��)��(g��u)���õ�ǰ���£����չ�˾�F(xi��n)���O(sh��)��������ˇˮƽ�������(du��)�亸�ӽ��^�M(j��n)�������O(sh��)Ӌ(j��)����֧���N�S�ĺ��Ӷ�����һ��(���10��?�����L(zh��ng)��ҕ֧���װ�ĺ�ȶ���)�������ں�֧���װ庸�ӕr(sh��)�b�䶨λ������֧���װ�ֻ���ڌ�(du��)��(y��ng)λ���O(sh��)Ӌ(j��)һ��(g��)��λ��L�������������߿��ɵĺ��Ӽӹ���ˇ���������ȥһ����(f��)�s�ĺ��ӊA������ͬ�r(sh��)ʹ���ɵĺ���׃���p�����e��������������O�����ߺ������a(ch��n)��������Ϳ��ɵĹ�ˇ����ɱ���
2��2 �ܲ��S�M��I�ĺ��ӽ��^�O(sh��)Ӌ(j��)
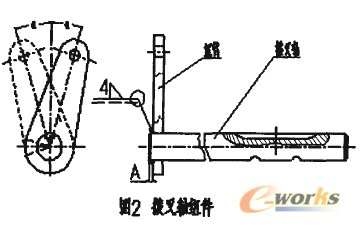
�ܲ��S�M��I�ĽY(ji��)��(g��u)��D2��ʾ����������ɓܲ��S�͓u�ۺ��Ӷ�������������(j��)�u�����ľ���(du��)�ܲ��S�I�����ľ��ĊA�Ǧ��Լ��u�۾��ܲ��S������xA�IJ�ͬ��������һϵ�Гܲ��S�M���ĽM��̖(h��o)�������@�ӣ���(du��)�O(sh��)Ӌ(j��)��(l��i)�f(shu��)��������Ĵ_�Ƿ�����������������̖(h��o)ֻ����ͨ�ÈD�������ӾͿ����ˡ�����(du��)��ˇ�ˆT��(l��i)�f(shu��)��������韩���ܾ́�(l��i)�ˣ���?y��n)�?d��ng)A��4mm�r(sh��)�����ˇ���D�����C���_�߶Ȟ�4mm�ĽǺ��p�]�І��}�������Įa(ch��n)ƷҲ�ܷ��ψD���ĺ��p��(bi��o)ע������(d��ng)A��4mm��������O�r(sh��)(�F(xi��n)�Юa(ch��n)Ʒ�ܶ�)�������������Ҋ��һ�Nʲô��r�������������ˇ�o(w��)�����C�Ǻ��p4mm�ĺ��_�߶����������������^��ʽ�����Ͳ����ǽǺ��p���^����������@Ȼ�@�r(sh��)�D���Ę�(bi��o)ע�c�a(ch��n)Ʒ�Č�(sh��)�H��r����ȫ������������?y��n)�?d��ng)A=0�r(sh��)�����ӽ��^׃������?f��)ܲ��S�A�ܵČ�(du��)�ӽ��^����������(j��)���p�ġ��ȏ�(qi��ng)�ȡ�ԭ�t���@�r(sh��)�Ľ��^��(y��ng)�O(sh��)Ӌ(j��)�鎧��V�͡��¿ڵČ�(du��)�ӽ��^��ʽ������Ҳ�����f(shu��)����Ҫ���C�ܲ��S�M���ĺ��ӏ�(qi��ng)�������ͱ���ړܲ��S�S�˺͓u�ۃ�(n��i)�A���Ӷ˷քe������3x45����Ľ�����������(sh��)�H��r�Ǔܲ��S�S�˵�1��5x45����������u�ۃ�(n��i)�A���Ӷ˵�2��6O���������@Ȼ�亸�ӏ�(qi��ng)�ȿ��n��������@�����f(shu��)�����O(sh��)Ӌ(j��)�r(sh��)�Ŀ��]����������
2��3 �ܲ��S�M����ĺ��ӽ��^�O(sh��)Ӌ(j��)
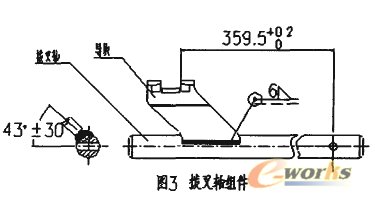
�ܲ��S�M����ĽY(ji��)��(g��u)��D3��ʾ�����ɓܲ��S�͌�(d��o)�K���Ӷ��ɣ���16�n׃�����е�һ�N�ܲ��S�M�������ԇ�ƕr(sh��)����(y��n)���ա����ӡ�ԭ�t���a(ch��n)�ēܲ��S�͌�(d��o)�K�������b�亸�ӕr(sh��)(����ԇ�����٣�δ���]���ӊA��)�o(w��)�����C43���30���359��5+0��2mm������ʹ�a(ch��n)Ʒ�ӹ���(j��ng)����(f��)(����Ͷ��������׃��ˇ·�����a(ch��n))�����`����������������ڮa(ch��n)Ʒ�O(sh��)Ӌ(j��)�r(sh��)��������ú��ӽ��^�Гܲ��S�ۿڵĶ�λ���������������a43���30��ĽǶ�Ҫ���Dz���Ҫ�κι�ˇ��ʩ��(l��i)���C��������ʣ��һ��(g��)359��5+0��2mm�ijߴ�Ҫ��(du��)��ˇ��(l��i)�f(shu��)�������Ǻ�(ji��n)�ζ��ˆ�?�ɴ˿�Ҋ������һ��(g��)���ӽ��^�O(sh��)Ӌ(j��)�ă�(y��u)�ӣ���(du��)��ӹ���ˇ�Ե�Ӱ��^�����
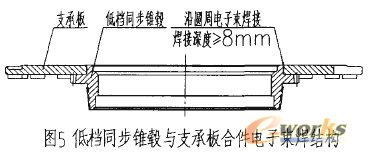
2��4 �͙nͬ���Fݞ�c֧�а�ϼ��ĺ���
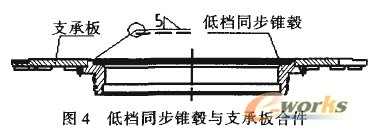
���^�O(sh��)Ӌ(j��)�͙nͬ���Fݞ�c֧�а�ϼ��ĽY(ji��)��(g��u)��D4��ʾ�����ɵ͙nͬ���Fݞ�c֧�а庸�Ӷ�����������16�n׃�����У��c5Sһ111GP׃������ʹ�õ�֧�а��cͬ���Fݞ�M���ڽY(ji��)��(g��u)�ώ�һ����������亸�ӽ��^Ҳ�O(sh��)Ӌ(j��)����w���o(h��)�����^��ʽ���@��(y��ng)ԓ�f(shu��)��������������ˇ���a(ch��n)�����C�����ӡ��Ǜ]�І��}������������a(ch��n)Ʒԇ�ƕr(sh��)�������ʹ�ú�5Sһ111GP֧�а��cͬ���Fݞ�M����һ�ӵĹ�ˇ�M(j��n)�к��ӵĽY(ji��)���s��ͬ���Fݞ�ϵĽY(ji��)���X��(y��n)���^(gu��)��l(f��)�{(l��n)�������@�o(w��)�Ɍ���(du��)�a(ch��n)Ʒ��ʹ�����ܮa(ch��n)��һ����Ӱ푡�
��ˣ����T��(du��)��Ʒ�ĺ��p���Y(ji��)���X�M(j��n)�����^��ͷ�����һ���沢δ�l(f��)�F(xi��n)�a(ch��n)Ʒ���^(gu��)��l(f��)�{(l��n)�F(xi��n)���������һ����l(f��)�F(xi��n)�亸�p�ڌ����ϱ��ҹ�˾���ӵĺ��pҪ������������^�����@�����������������҂����@�������@ֻ���f(shu��)������ں��ӱ��a(ch��n)Ʒ�r(sh��)��Ҫôʹ���˱��ҹ�˾��ö�ĺ���Ҏ(gu��)��(��ݔ�������������������)��Ҫôʹ���˼��}�_�Ě��w���o(h��)���������C�Ϸ����J(r��n)�飬ʹ�õ����}�_���w���o(h��)����������@�ӵ��O(sh��)���ҹ�˾Ŀǰ߀�]��������ͬ�r(sh��)�����(du��)5Sһ111GP֧�а��cͬ���Fݞ�M���Y(ji��)��(g��u)�M(j��n)���J(r��n)���^�죮�l(f��)�F(xi��n)��֧�а��cͬ���Fݞ�ĽY(ji��)���X֮�g��1��2mm���g�����x���ں��ӕr(sh��)��������˟����Ă������ټ��Ϻ��ӊA�߲����~�|(zh��)�������������������������õ�ɢ��������������Բű��C���Fݞ�Y(ji��)���X�ں����^(gu��)����δ���F(xi��n)�^(gu��)��l(f��)�{(l��n)�F(xi��n)�������������a(ch��n)Ʒ���Fݞ�Y(ji��)���X�Ǿo�N��֧�а��ϵģ��Һ���λ���c�Y(ji��)���X�ľ��x����(du��)�������������ԱM��ͬ�Ӳ������~�|(zh��)���ϵĺ��ӊA�ߣ����a(ch��n)Ʒ���ӕr(sh��)�Fݞ�Y(ji��)���X�l(f��)���^(gu��)��l(f��)�{(l��n)�F(xi��n)����Ȼ���Dz��ɱ���ġ�������������F(xi��n)�����������H�ĺ��ӵĽǶȿ��������Ҳ�Ĵ_�����������������a(ch��n)Ʒ��ʹ�������ܵ��ˇ�(y��n)��Ӱ�Ҳ�Dz���(zh��ng)����(sh��)���
�挦(du��)16�n׃�����@��һ��(g��)��˾�ķ����Ԯa(ch��n)Ʒ����ν�Q�ѱ�¶���Ć��}�����҂��o(w��)���رܵ�������������������h���͙nͬ���Fݞ�c֧�а�ϼ��Ğ���D5��ʾ�ĺ��ӽ��^�O(sh��)Ӌ(j��)�����Ě��w���o(h��)�����ݔ�������ܶȸ������������Ӱ푅^(q��)��С����������������һ�����(gu��)��(n��i)�������S��������õ���������ӣ���һ�������������Ҳ��16�n׃�������ǂ���(d��ng)�ܿ��ɺ�����Ҫ����������ҹ�˾�F(xi��n)��ُ(g��u)����������C(j��)��������O(sh��)�䱣�ϡ��M���ں��ӳɱ��Ͽ���������������������ٮa(ch��n)Ʒ��ʹ�������܉�õ���ȫ���C���
3 �Y(ji��)���Z(y��)
�M���ڹ�˾���a(ch��n)�ĺ����������������������Ɔ��}��߀�в��٣����������ڴ˶�һһ���e������ͨ�^(gu��)���ϵĎׂ�(g��)��(sh��)�������������f(shu��)��һ��(g��)���}������Ǿ��ǣ�һ��(g��)���õĺ��ӽ��^�O(sh��)Ӌ(j��)������(y��ng)ԓ���ڝM��a(ch��n)Ʒ�Y(ji��)��(g��u)��ʹ�ù��ܺ͏�(qi��ng)��Ҫ���ǰ������������ȵؼ�a(ch��n)Ʒ�Y(ji��)��(g��u)�ļӹ���ˇ�����ͬ�r(sh��)߀Ҫ�Y(ji��)�ϬF(xi��n)���O(sh��)������a(ch��n)�����͌�(sh��)�H��ˇˮƽ���ֻ���@�ӣ������_(d��)�����ӽ��^�O(sh��)Ӌ(j��)�A(y��)�ڵ�����Ч�������


��������K")
